Features
-
DocLink – COMMUNICATION.
The band sealers hpl 500 D-V features an interface as standard for bidirectional communication and therefore integration into existing process and batch documentation infrastructures (DocLink).
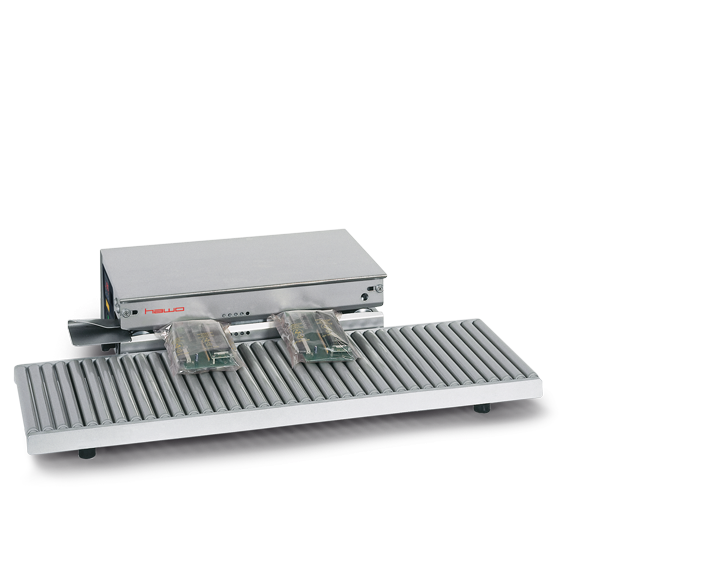

The band sealer hpl 500 D-V is ideal for sealing all kinds of industrial products with thermoplastic polymer films (without contact pressure system) as well as compostable and biodegradable materials such as ORGANIXprotect. Packaging with the hpl 500 D-V offers maximum protection for the packaged item during transport and storage and complies with the strictest safety standards. hpl 500 D-V (V = validation-compatible process) monitors the critical process parameters of temperature and speed (dwell). This makes the sealing process of the hpl 500 D-V validatable. It also features an RS 232 interface for connection to external documentation systems.
Thanks to the 6 mm (0.24 inch) wide sealing seam, it is also ideal for packaging medical products with thermoplastic film (such as header bags; not suitable for packaging in accordance with ISO 11607-1 (EN 868-4, 5, 9, 10). Rotary mode has a constant speed of 10 m/min (33 ft/min), achieving a high throughput rate.
Examples of use:
Packaging of medical products, implants, medicines, pharmaceutical products of all kinds (e.g. header bags), packaging of spare parts in all industries, industrial products, office requirements, foods, transport packaging for medical products, laboratory products, commercial products in the wholesale or retail sector and animal nutrition.
The band sealers hpl 500 D-V features an interface as standard for bidirectional communication and therefore integration into existing process and batch documentation infrastructures (DocLink).
The correct reprocessing process of medical devices consists of the steps of washing & disinfection, packaging and sterilisation. The instruments can only be called sterilised when they are packaged before the sterilisation. The single-use (!) packaging, made from laminated poly film and a porous material (Tyvek® or medical grade paper) is permeable for the sterilisation medium (e.g. steam, plasma, Formaldehyde FO or Ethylenoxide ETO), but not for bacteria or microorganisms. Only by following this reprocessing sequence and by using professional heat sealers to seal the instruments as well as professional packaging material can the sterility up to the point of use as well as the aseptic presentation of the instrument be guaranteed.
Medical devices delivered in a sterile state should be packed to ensure that they remain sterile until the point of use. The validation of packaging processes is crucial to ensure that sterile barrier system integrity is attained and will remain so until opened by the users.
The international packaging standard ISO 11607-2 as well as the Technical Specification draft ISO/DTS 16775 explain how packaging processes should be validated. The international packaging validation guideline gives guidance how to validate packaging processes. During the validation of the heat sealing process the optimum sealing temperature of the packaging materials used has to be evaluated and established. At this temperature, the process then has to deliver optimum seal seams that are strong enough and peelable.
Professional heat sealing equipment for closing sealable pouches and reels (preformed sterile barrier systems) are essential for this. hawo therefore offers sealing devices whose processes can be validated according to ISO 11607-2, the Technical Specification draft ISO/DTS 167751 and in harmony with the international packaging validation guideline. The models marked with ‘V’ feature an integrated function for regulating and monitoring process parameters – the ‘V’ is the key! Sealing devices from hawo therefore guarantee efficient and reproducible packing, even for large volumes of instruments.
Definition:

Instructions and interesting facts can be found
in our online tutorials:
You want to learn more about our hawo-products or you need an offer? Just send us a mail via:
We will get in touch with you soonest.
